
Insertos en block espárragos zafados tapas de cilindros:
Un caso muy común en los motores boxer vw, trae aparejado uno de los problemas más difíciles de resolver por encontrarnos con la incapacidad de tener todas las herramientas necesarias para realizar inserto profesional, es por eso que desde Solokombis les traemos una solución práctica rápida y casera, si bien tenemos que disponer de algunas herramientas y conocimiento mecánico para lograrlo estaría al alcance de todos!!!. No necesitamos ser profesionales ni tener un taller de "INSERTOLOGÍA" además podemos ahorrarnos un montón de dinero ya que las personas dedicadas a realizar insertos se aprovechan de nuestra desgracia.
Lo primero que tenemos que saber es cuando nuestro motor presenta esta falla, si bien podemos re-apretar nuestras tuercas en los espárragos de tapas de cilindros y revisar cuál es el que no ajusta, hay cuatro de esas tuercas que se encuentran ocultas debajo de los Chapones cobertores, es por eso que debemos tener en cuenta cómo descubrir esta falla sin desarmar nuestro motor.
Cuando una tapa de cilindros tiene sus espárragos de sujeción zafados y ya no aprietan se puede saber por dos manifestaciones muy especificas:
1) Al acelerar el motor se escucha una "Explosión" con sonido a FLAP, que suena a "Ametralladora descompuesta" se manifiesta mas fuerte a Nafta que a GNC.
2) Al acelerar el motor sale Humo, Fuego o Aceite por entremedio de las tapas de cilindros y los cilindros y se puede ver por debajo del motor desde la parte trasera de la Kombi.
Estas dos fallas anuncian que tenemos espárragos zafados y no podremos ajustarlos a menos que reparemos su rosca con un nuevo Inserto ya que de fabrica trae un inserto de acero de 12mm x 1.25mm de rosca exterior por 8 mm x 1.25mm de rosca interior, estos Insertos suelen arrancarse cuando el paso del tiempo o un recalentamiento deterioran el Magnesio que compone el cuerpo del Block Motor.
ATENCIÓN!!!: de no ser reparados estos espárragos y resolver el ajuste de la tapa de cilindros, la misma tendrá por consecuencia una fuga de fuego que terminara por perforarla o destruir su apoyo que sella la cámara de combustión en el cilindro.
Veamos entonces como reparalos:

Vamos a utilizar para la fabricación de los insertos una varilla roscada de acero de 9/16 por 12 hilos de rosca, en este caso galvanizado, pero puede ser acero negro también, no usamos Insertos Helicoidales o de resorte porque la tensión a la que son sometidos es demasiada y suelen fallar, es por eso que los vamos a fabricar con paredes gruesas y rosca de paso grueso también..

Aseguramos la Varilla Roscada sin dañar la rosca para cortar un fragmento con el que vamos a fabricar nuestros insertos
.
Vamos a preparar una guía de corte que es será fabricada con un alambre en L la pata más larga tendrá 30 mm y la pata más corta unos 22 mm.

Es importante destacar que esta L guía es necesaria para no perforar ni roscar nuestra varilla más de la cuenta.

Marcamos entonces el corte por el lado más largo de nuestra alambre guía.

En este caso yo uso una sierra de mano con hoja BiMetal para que mi corte sea más preciso, podría usar una Amoladora con disco de corte, pero como la varilla roscada está bien firmes en la morsa cortarla con una sierra de mano es una tarea fácil.

Al cortar nuestra varilla debemos procurar que el corte sea lo más derecho posible, aunque luego vamos a volver a cortar nuestro inserto si cortamos derecho nos quedará preparado el borde de la varilla para el próximo inserto.

Vamos a cortar la cantidad necesaria para reemplazar todos los insertos zafado o dudosos de nuestro block.

Como se puede ver el fragmento que vamos a utilizar es pequeño, pero luego que terminemos de hacerle la rosca interna será más pequeño aún.

En esta imagen se puede ver por qué el fragmento tiene 30 mm, usaremos 10 mm para sujetarlo en la morsa y apretarlo bien, cuando lo apretamos debemos procurar el ángulo recto de todos los lados de nuestra varilla enroscada para que el orificio que centrado, eso lo podemos corroborar con una escuadra.

Para esta perforación vamos a usar una mecha de 6.75 mm ya que el macho que vamos a utilizar es de 8 milímetros por 1.25 mm de rosca.
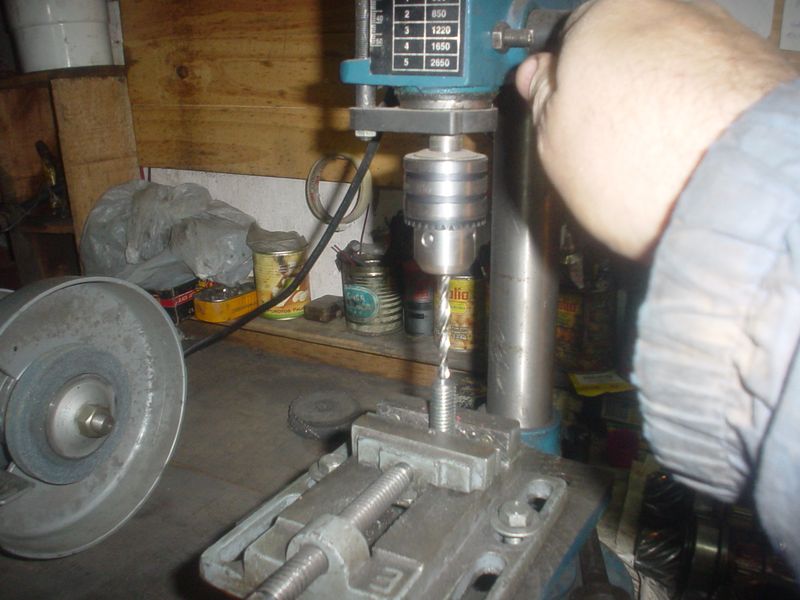

Tenemos que perforar 20 mm pasados llegando a unos 22 o 23 mm, nuestro insertó puede ser ciego o bien puede tener un orificio pasante eso no nos traerá problemas porque el espárrago oficiará de tapón.

Una vez perforado nuestro nuevo inserto lo colocaremos en una morsa protegiendo su rosca o mordiéndolo de los 10 mm que dejamos para anclar en la morsa de la agujereadora.

Pasamos el macho con mucho cuidado, un poco de aceite y yendo hacia adelante y hacia atrás para evitar quebrar la punta del macho.

Esta es otra manera de sujetar nuestro insertó en la morsa, lo hacemos de la misma melladura que quedó cuando lo sujetamos en la morsa de la agujereadora, son esos 10 mm que luego vamos a mutilar.

Como se puede ver el cuerpo de nuestro inserto en esta etapa es de 30 mm la parte más larga de nuestra L guía

Y nuestro orificio es de una profundidad de 22 mm que sería la parte más corta de nuestra L guía

Marcamos entonces esos 20 mm para cortar los 10 mm sobrantes que dejamos para sujetar el inserto en las morsas de trabajo.

Como podemos ver la rosca de un espárrago de tapa de cilindro es de aproximadamente 23 mm por lo tanto la profundidad de nuestro nuevo inserto es la correcta.

Comparado con nuestra L guía es exactamente de la misma medida del lado más corto.

Si lo comparamos con nuestro insertó veremos que el mismo tiene una excedente.

Todos nuestros insertos estarán fabricados de la misma manera según la cantidad necesaria.

Es el momento entonces de crear la rosca nueva en nuestro block para eso usaremos un macho de 9/16 por un paso de 12 hilos, si el inserto original del motor lo pudimos arrancar por completo apretando nuestro espárrago antes de desarmar el motor o poniéndole algún tipo de caño usando un tornillo convenientemente colocado para que haga la extracción del inserto original como si fuera una muela, entonces podremos pasar nuestro macho directamente sin retocar el orificio del Block motor.
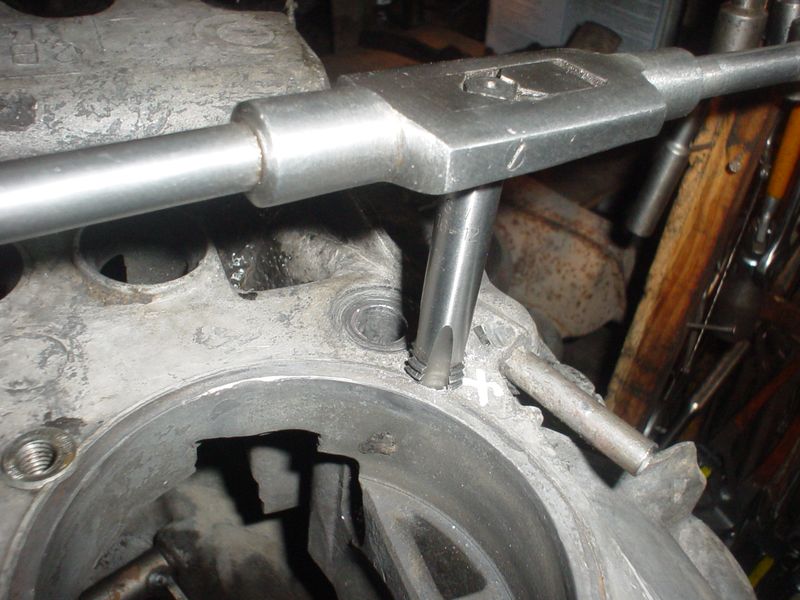
Tenemos que llegar a fondo, incluso si lo permite el tipo de orificio pasar para el otro lado con nuestra macho, hay algunos orificios que quedan justo por encima de una parte del block que no es pasante, en ese caso no nos preocupamos si el macho entra bien a fondo, si no lo hace podemos retirar el macho y sacar la viruta del orificio para que nos permita seguir bajando y creando la rosca hasta el fondo.

La diferencia de tamaño con el inserto original es notable, al tener una rosca gruesa de 12 hilos este tipo de insertos será casi infalible
.
En esta imagen se puede apreciar como el magnesio toma brillo cuando pasamos nuestro macho, esto se debe a que la pureza del material nunca se pierde, sólo se opaca el exterior, a pesar de eso, el espárrago original se zafó debido a que sus hilos de rosca son muy delgados .y pasado el tiempo terminan por quebrarse ya sea por alta temperatura y cocción de su rosca, o por demasiado ajuste del mecánico que armó el motor.

En reiteradas ocasiones el orificio del inserto original no se barre por completo, en ese caso ya no nos queda un orificio de 12 mm que es lo necesario para que nuestro macho de 9/16 pueda realizar la rosca perfecta, en ese caso pasaremos una mecha de 12 mm poniendo especial atención a no pasarnos de la medida del orificio original sobre todo en el fondo.

Cuando nuestro motor se encuentra armado y sólo pudimos sacar tapas de cilindros y cilindros para hacer esta reparación, es necesario ponerle grasa al macho que vamos a utilizar para crear nuestra nueva rosca para que la viruta no caigan dentro del motor, de todas maneras vamos a poner nuestro dedo en la boca del block tapando los orificios que son pasantes para que no caigan virutas dentro del nuestro Carter.
Al realizar la rosca con grasa la mayoría de las virutas quedarán pegadas y no caerán dentro de nuestro Block motor

Cuando terminamos de utilizar el macho engrasado con nuestro motor armado debemos aspirar todas las virutas que pudieran haber quedado desplegadas en nuestro Block Motor, desde Solokombis sugerimos no utilizar un soplete porque las virutas no suelen salir del interior sino desparramarse aún peor, a nuestra vista quizás esté todo limpio pero en realidad las virutas salieron despedidas por todos los rincones.

Ya tenemos nuestra rosca perfecta, la lavamos de ser necesario con un poco de Nafta o Solvente para poder pegar nuestro inserto y de esa manera olvidarnos de él.

Vamos a utilizar un pegamento de roscas que sea apto para piezas automotrices, en este caso en Argentina podemos utilizar el TRABASIL RA3 o algún otro producto similar, lo importante es que sirva para pegar roscas y espárragos.

Este tipo de pegamento se utiliza colocándolo en la rosca y enroscando nuestro elemento de forma normal, al apretar nuestra tapa de cilindros o cualquier otro tipo de tuerca que tenga este tipo de pegamentos se produce una contracción y el pegamento endurece.

Como se puede ver en la imagen los insertos fueron cortados a 20 mm para que queden con la profundidad correcta de los orificios en el block motor, para producir este corte se utilizó una Sierra aunque podría haberse utilizado una amoladora con disco de corte fino, lo importante es no biselar la punta del inserto, es decir no rebajar los primeros hilos de rosca en forma cónica, si el inserto queda con su frente plano será más fácil enroscarlo en el block sin dañar la rosca de magnesio.

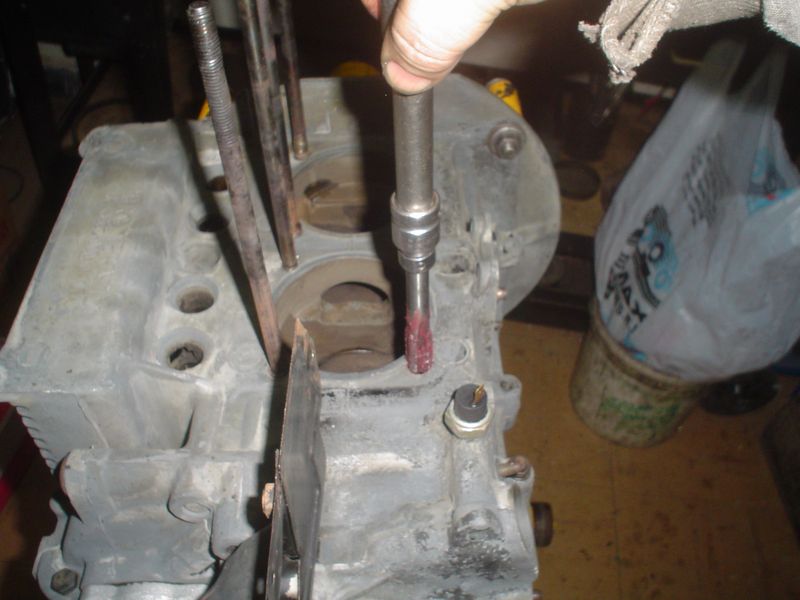
Para poder enroscar el inserto en el block motor lo haremos con el espárrago al mismo tiempo de esta manera podremos girar el espárrago y así girar nuestro inserto, en la imagen no se ve pero hay que poner el pegamento en el momento que se enroscan de forma definitivas todas las piezas, para poder girar el espárrago junto al inserto nuevo utilizaremos una pinza de presión o una llave de espárragos, en Solokombis utilizamos una pinza perro de la línea Bhaco.

Si por alguna razón el inserto quedará sobresalido pero tiene 20 mm de largo y profundidad, lo dejaremos así, pero si tienen más de 20 mm y nos queda sobresaliendo debemos cortar el excedente aún después de colocado, en ese caso debemos tener mucho cuidado de no dañar la superficie de apoyo del cilindro, que es la cara circular que se ve justo al lado del inserto.

Todos los espárragos de nuestro block motor deben quedar sujetos de forma consistente, ya que de ellos depende la sujeción de los cilindros y las tapas de cilindros, por lo tanto cuando el pistón hace la fuerza la hace sobre cada uno de estos espárragos, con la explosión producida en cada cámara de combustión se ejerce una onda expansiva que provoca el estiramiento de estos espárragos, como son de acero cromo níquel se resisten a ser extraídos de su posición es entonces cuando el pistón recibe toda la onda expansiva sobre la cabeza y de esta manera baja velozmente para ejercer fuerzas sobre el cigüeñal, esto genera la potencia del motor.
Es por ello que cuando éstos espárragos se arrancan de su posición original y no sostienen los elementos cuando se produce la explosión, la explosión se fuga por entre medio de la tapa de cilindros y los cilindros provocando la falta de potencia y la alta temperatura de los elementos, pero si no escuchamos el ruido a FLAP FLAP FLAP!!! no podemos determinar si la tapa de cilindros está floja hasta que no sucede lo peor

Con estos tres elementos y una varilla roscada de 9/16 más algunas herramientas convencionales podemos resolver un problema que perjudica notablemente a nuestro motor, pero tenemos que tener la magia y la pasión por la mecánica, sino sabemos manejar herramientas o desarmar un motor no podríamos realizar esta tarea, por lo tanto desde Solokombis los animamos además de leer estos artículos a estudiar un poco de mecánica en Google sobre todo EL CICLO OTTO DE CUATRO TIEMPOS.
VIDEO CICLO OTTO ENTRAR
Como fabricar los Insertos si tenemos herramientas especiales (Cabezal y Torno).

Veamos entonces como realizar un trabajo con mas precisión para fabricar un inserto con la varilla roscada de 9/16 con herramientas de Torneria. En este caso anclamos un cabezal a una Agujereadora de banco para que el orificio central quede perfecto en el centro de nuestro inserto. Para anclar el cabezal en el centro del porta morsa vamos a usar un espárrago de 12mm de guía.

Este espárrago tiene cortada una de las roscas de la punta para que el cabezal apriete sobre superficie lisa a la hora de centrar el mismo a la bandeja de la agujereadora.

Lo vamos a colocar dentro del Cabezal y dentro de la Mordaza.

Apretamos bien el Mandril de la Agujereadora para que el Espárrago Guía se centre en el mismo.

Luego apretamos el Cabezal sin ajustar los anclajes a la bandeja, de esa manera se correrá a la posición necesaria para centrarse.

Sujetamos con fuerza la bandeja para que ya quede en posición de trabajo.

Ahora si apretamos el anclaje del cabezal a la bandeja para asegurarlo definitivamente.

Colocamos entonces el fragmento de Varilla Roscada en el cabezal sin apretar demasiado así no dañamos la rosca, automáticamente quedara justo en el centro. En Solokombis marcamos un punto en la Varilla Roscada para guiar a la mecha en el primer contacto con el futuro inserto.

Perforamos a velocidad baja y colocando gotas de aceite en la punta de la mecha para que no se queme.

Para quitar la Viruta usamos un IMÁN en este caso de un viejo parlante que desarmamos.

Evitar que esta viruta quede en el cabezal nos permitirá que funcione libremente, hay que tener en cuenta que un cabezal de Torno en el Torno no junta viruta por estar de forma vertical, en este caso al estar boca arriba y de forma horizontal recibe todas las virutas en su interior.

Una vez que perforamos los 20mm de profundidad ya estamos listos para pasarle el macho por dentro.

Cuando ya terminamos de fabricar todos los insertos recién ahí movemos el cabezal y quitamos los elementos de la Agujereadora si no perderemos todo el centrado que realizamos al comienzo de nuestra tarea.
EN EL TORNO..

En el Torno todo es mas fácil pero no todos tiene un Torno!!, en Solokombis utilizamos todas las posibilidades y vamos evaluando cual es la mejor... hasta ahora todos los insertos quedan bien fabricados con cualquier método.
Como podemos ver en este caso la mecha esta fija, gira el inserto y la mecha tiene una guía en la punta para no moverse de forma errónea..

Para poder sujetar la Guía de la mecha se usa una plataforma adosada a la Bancada del TORNO, de esa manera la mecha queda apoyada y no se mueve en la punta.

El Orificio deberá también tener 20mm de profundidad, siempre la profundidad es la misma para cualquier método de fabricación de los insertos, como se puede ver en este caso la viruta cae en la bandeja de recolección de la Bancada y no se adentra en el cabezal del TORNO.
Saludos Aníbal De Sandro